





陶瓷成形工藝,除傳統上的手捏與手拉坯方式外,有時也需要應用到較新式的半自動化工藝,例如「旋坯成形」與及「模具注漿」。我個人並不排斥使用工業或半工業素胎作陶瓷彩繪藝術載體,或用於製作西式餐具。

左起:1. 旋坯機及石膏外模 2.壓下旋轉模芯成形 3.修去多餘泥料 4.完成並提起模芯
近代陶瓷工業最主要的量產方式就是「旋坯」。顧名思義,「旋」就必然應用於圓器,旋坯機轉盤上必備的,為一個石膏製的外模,這「外模」就規範了圓器的外觀和尺寸。而機器的轉芯,也就是「內模」,轉芯和外模之間的空間就是器皿成形後的厚度。製作時把外模固定,放入泥料,把內模對準中心,一面旋轉,同時亦從上把模芯壓入外模,泥料自會均勻地分佈於模內表面,餘泥則被擠壓便向上排出模外,只要用工具刮去外模口沿積聚的餘泥即可。「旋坯」的內、外模應用操作,簡單直接,適合生產外型簡易的圓器,成品標準化,還能保持均勻的密度與坯體厚度,而且有需要時尚可進一步修坯、劃弦紋等工藝,非常適合大量製作陶瓷工藝品。
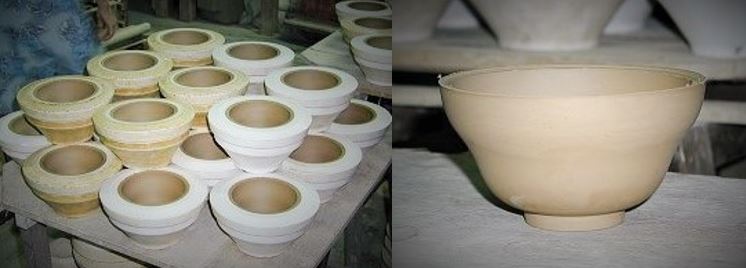
旋坯半成品在外模內乾燥成形(左) 及脫模後成澀坯(右)
相對旋坯之於生產圓器,較為複雜的造型,就要以「翻模注漿」的方法來製造了。注漿工藝採用石膏模具,在中空的內、外模具夾層中倒入泥漿,利用石膏的毛細管作用吸收泥漿中的水份;貼近模壁的泥漿中的水份被吸收,泥漿中的顆粒便互相靠攏,形成薄泥層。當水份進一步被吸收,薄泥層逐漸變厚,便成雛坯。當石膏模繼續吸收水份,雛坯收縮,表面的水份開始蒸發,待雛坯在模內乾燥成形後便成生坯,此時可脫去外模,順便修去注口披鋒,再將器皿脫離內模,置於架上待完全乾燥後,即成以「翻模注漿」工藝成形之澀坯了。

注漿入夾層模 (左) 脫外模後修去注口披鋒 (中) 提起脫內模 (右)
翻模注漿操作簡易,翻製複雜或特殊造型的器皿最為理想,而且模具成本低廉;但因為坯體是一層一層加厚而成的,可能唯一缺點是無法呈現器皿內壁的凹凸紋飾;而且泥漿乾燥需時,是故量產的時間成本相對較高。更何況注件一般含水量高、密度小,燒製時器皿收縮率大,較易變形。

德國工業設計師 Christian Haas 作品 - 量產特殊的底足造型只有注漿可以做到
目前最新應用到的,是「3D打印陶瓷」技術,不需要模具,立體打印出來即可直接燒製,大大縮減產品的開發時間,更可以創作幾乎任何造型。目前多用於製作科技零件,醫學上還普遍應用於骨科、牙科等的復健功能。日後技術和器械普及了,可以想像除應用在科技外,更可以成為表達精細、雅緻、複雜藝術品的媒介工具。
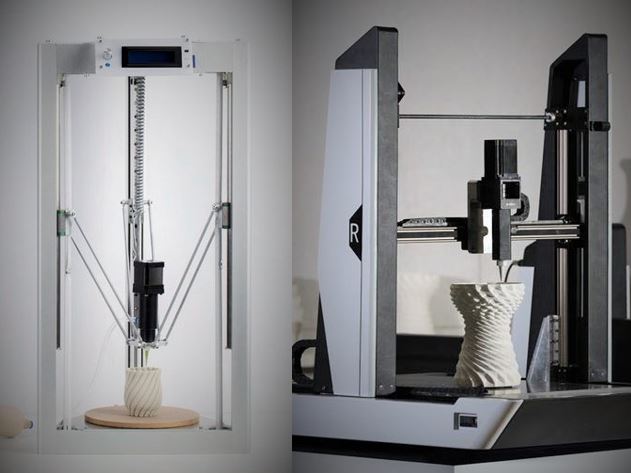
筒易3D 陶瓷打印機二款
投票已截止,多謝支持









 返回
返回






